1浇注料预制块的基本概况:
浇注料预制块也称为耐火预制件。生产方式是按客户的要求,选择耐火浇注料或可塑料,经充分搅拌后,倒入预制的各种模具内,用震动、捣打方式成型。成型后放入恒温恒湿的房间内养护,养护时间一般须3天。养护完成,用小铁锤敲到,凭敲打的声音来判定产品的固化程度,确定是否可以脱模。如果声音发闷,表皮松软,一般还须进行自然风干一天,待充分固化后,才能脱模。
预制块是不定形耐火材料的定形化产品,工厂化生产,质量有保证也方便使用,今应用最多的是中间包挡渣堰(板)和镁质绝热板等,适应高级钢种和洁净钢冶炼净化的需要。
1.1镁质类耐火浇注料堰板品种:
镁质类耐火浇注料堰板分为镁质和镁尖晶石质等品种,单重为1t左右,其使用寿命视中间包的操作条件而定,一般为10~35h。堰板厚度为100mm左右,其上有多个形状不一的孔洞。
1.2堰板制造工艺:
耐火粉料及各类外加剂预混合,再与耐火骨料和钢纤维倒进强制式搅拌机中干混2min左右,加水湿混5min以上,直至均匀后出料,装进模内及时振动至无气泡排除为止。到上部时,应安装涂有沥青或包纸的吊挂钩。自然养护一天后脱模,第三天左右立装窑内,按烘烤曲线烘至600℃,即为成品。
1.3堰板原料和结合剂:
堰板一般采用电熔或烧结镁砂作耐火骨料和粉料,镁铝尖晶石分为1~0mm和粉料添加。掺加α-Al2O3为3%~5%,钢纤维3%左右。用μf-SiO2作结合剂,用量为2%~5%。采用聚磷酸钠作分散剂,并加防爆剂等。
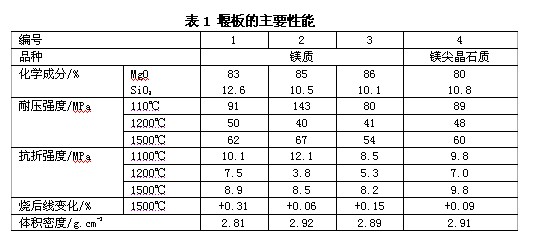
1.4堰板的主要性能:
堰板的主要性能,见表1。表内编号2为复合结合剂,还添加5%的六偏磷酸钠等。
2镁质绝热板:
绝热板,尤其涉及广泛应用于保温、保冷场合的绝热板,其特点是在绝热板内设置纵横成排或交叉斜列成排的互相不通的。截面为方形或圆形的孔腔,从而有效低热交换,达到良好绝热的目的。
浇注过程中使用的高温保温材料。在模注时,在钢锭头部组装绝热板或安装绝热整体帽口,使钢模铸绝热板的安装与成效绝热板在钢锭头部安装的方法有夹紧法、射钉固定法和镶嵌法等3种。与黏土质冒衬比较,使用绝热板后,约可提高钢锭成坯率5%-10%左右。
2.1镁质绝热板原料组成:
以镁砂为主要原料,与纤维复合而成的隔热耐火制品。
在镁质绝热板中镁矿是天然菱镁矿经煅烧后制得,经破碎成细颗粒料,在制品中分散填充于纤维网络骨架之中,使制品呈碱性并具有耐火性能和高温使用性能。
纤维材料包括无机纤维和有机纤维。无机纤维有石棉、矿渣棉、耐火棉等,有机纤维有纸浆、草浆等。纤维经松解后在制品中形成网络骨架结构,对于制品的体积密度、气孔率、透气度及强度产生很大影响,当增加纤维用量时,就会降低制品的密度和热导率。
结合剂多用酚醛树脂,伴以六次甲基四胺作为固化剂;也可用卤水、磷酸盐或水玻璃等无机物作结合剂。
2.2镁质绝热板的物理性能:
镁质绝热板的物理性能为:密度1.8~2.0g/cm3,抗折强度大于3.5MPa,热导率0.45~0.76W/(m•K),高温线收缩率(1200℃,1h)小于2%。
2.3镁质绝热板的制造工艺:
制造工艺多数采用湿法。将合格的纤维加入水中松解,再加入镁砂细粉、结合剂、固化剂等混合搅拌,制成均匀的料浆,压滤成型或真空吸滤一压滤成型,经干燥并热处理,即制得镁质绝热板。
2.4镁质绝热板的应用:
镁质绝热板主要用作合金钢连铸中间罐的内衬,包括冲击板、底板、侧壁板。当用硅质绝热板作合金钢连铸中间罐内衬时,因其抗渣侵蚀性能差,不仅使用寿命短,而且会影响钢的质量。镁质绝热板不仅具有较好的隔热性,而且具有良好的抗合金钢渣侵蚀能力,有利于钢水质量的稳定。
随着合金钢生产的发展,作为中间罐内衬材料的镁质绝热板也会得到相应的发展。
3预制块的应用:
预制块是不定型耐火材料的定型化产品,应用最多的是中间包档渣堰(板)和镁质绝热板等,适应高级钢种和洁净钢冶炼净化的需要。




